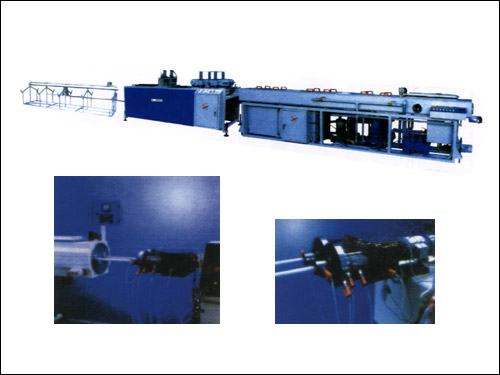
系列双管挤出生产线
它的焊接要求主要是有哪些?主要是分成这几个方面。
1、焊接规程:工作温度280~300℃,行进速度2~3m/min,焊接形式为双焊道;
2、焊道搭接宽度:平面和垂直面的自然褶皱分别为:百分之5至8,边角料剩余量:百分之2至5;
3、破损部位修复:裁剪规格相同的材料,利用生产线的手动挤出式焊枪作为补焊;
4、焊接温度:生产线的焊接温度采用闭环控制,根据材料的厚度调整到相应的压力位置进行焊接;
5、自动控制:生产线调节焊接速度保持恒定,通过三级行星齿轮减速传送动力至传动,保证不受负载变化的影响。
它自身主要是有哪些特点?
采用自动化控制,运行比较稳定;结构简单、操作方便、使用灵活,占地面积小;结构合理紧凑,安装占地面积小,维护便捷;装机容量小,耗能低,具有优越的投资性价比。
检查设备喂料机,排除故障。检修主电机,必要时更换轴承。检查各加热器是否正常工作,必要时更换加热器。检查调整垫,拉出螺杆检查螺杆有无干涉现象。
|