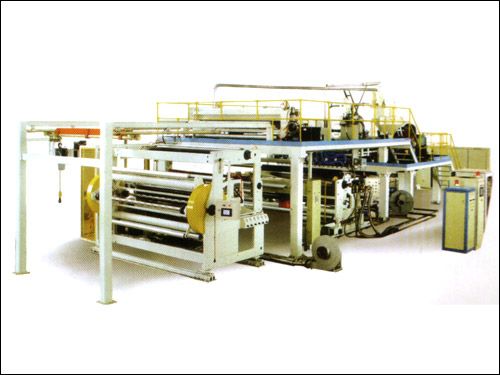
流涎膜机组
机组就是缆芯预热对于绝缘挤出和护套挤出都是必要的。对于绝缘层,尤其是薄层绝缘,不能允许气孔的存在,线芯在挤包前通过高温预热可以清除表面的水份、油污。对于护套挤出来讲,其主要作用在于烘干缆芯,防止由于潮气(或绕包垫层的湿气)的作用使护套中出现气孔的可能。预热还可防止挤出中塑料因骤冷而残留内压力的作用。在挤塑料过程中,预热可消除冷线进入高温机头,在模口处与塑胶接触时形成的悬殊温差,避免塑胶温度的波动而导致挤出压力的波动,从而稳定挤出量,保证挤出质量。挤塑机组中均采用电加热线芯预热装置,要求有足够的容量并保证升温迅速,使线芯预热和缆芯烘干效率高。预热温度受放线速度的制约,一般与机头温度相仿即可。
设备主机的温度控制主要是,电线电缆绝缘和护套的塑料挤出是根据热塑性塑料变形特性,使之处于粘流态进行的。除了要求螺杆和机筒外部加热,传到塑料使之融化挤出,还要考虑机组的螺杆挤出塑料时其本身的发热,因此要求主机的温度应从整体来考虑,既要考虑加热器加热的开与关,又要考虑螺杆的挤出热量外溢的因素予以冷却,要有有效的冷却设施。并要求正确合理的确定测量元件热电偶的位置和安装方法,能从控温仪表读数准确反映主机各段的实际温度。以及要求温控仪表的精度与系统配合好,使整个主机温度控制系统的波动稳定度达到各种塑料的挤出温度的要求。
|